

刮墨系統是凹版印刷機的一個重要部分,其作用主要是將版輥表面多余的油墨刮掉,使版輥網穴內留下一定量的油墨。這些油墨在印刷壓力作用下轉移到印刷薄膜上,從而使圖案得以再現。刮墨系統是保證版輥精確轉移油墨到薄膜的關鍵,是保證印刷質量的關鍵。因此,凹版印刷機刮墨系統的正確使用至關重要。
一、刮墨系統的組成及刮刀片的選擇
刮墨系統主要由刮刀竄動裝置、刮刀升降裝置、刮刀角度調整裝置、刮刀夾板裝置四部分組成。刮刀是影響印刷質量的重要因素,而刮刀片是整個刮墨系統的關鍵。刮刀片應具有足夠的彈性,以便在刮墨過程中瞬間恢復到原位。刮刀片的彈性主要取決于刮刀片的材質,同時還受到刮刀片的厚度和刮刀夾板等因素的影響。刮刀片的厚度通常為0.10~0.25mm,硬度為維氏硬度(HV)500~600。刮刀片太厚缺乏彈性,刮不干凈油墨。刮刀片太薄,則磨損較快,易出現刀線等印刷缺陷。刮刀片硬度過高,會使版輥磨損加快,縮短版輥使用壽命,刮刀片過軟會使刮刀片磨損嚴重。因此刮刀片的硬度應以不損傷版輥又能刮干凈非圖文部分的油墨為最佳。刮刀片的硬度大約為版輥鉻層硬度的1/2,例如版輥鉻層硬度一般是維氏硬度(HV)1100左右,刮刀片硬度應選擇在維氏硬度(HV)500~600。
二、刮刀片的安裝及刮刀檢查
1、刮刀片的安裝
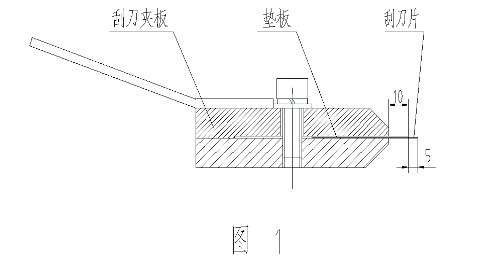
刮刀片的長度應大于印刷版輥長度,一般長度為版輥長度L+20~30mm為宜,多余的長度是留出刮刀竄動量,并防止版輥兩端面甩墨現象的發生。安裝刮刀片時,刮刀片裝于墊板下方,刮刀片伸出墊板約3~5mm,刮刀墊板伸出刮刀夾板約8~10mm。刮刀片安裝時先擰緊中間的螺絲,再逐漸往外按照對稱的方式逐個擰緊。最好是一邊擰螺絲,一邊用棉紗夾緊刮刀片和墊板用力向一側拉,這樣裝成的刀片比較平整。在裝刀片的過程中注意不要讓任何硬物碰到刀口,否則很可能使刀片損傷。刮刀片安裝效果參照圖1.
????????? 
2、刮刀檢查
在印刷過程中,如果發現印刷成品同一顏色左右兩端顏色深淺不一,一般就要檢查刮刀底板水平度是否達到0.05~0.08mm。如果刮刀底板的水平度太差,在刮墨刀壓版時就會造成刮刀左右壓力不一致,從而影響印品質量。印刷過程中,如果發現印刷大面積實地的產品出現墨層厚度不一、刮墨不干凈等印刷缺陷時,就應檢查刮刀片是否安裝平整,檢查刮刀片有無翹曲現象。刮刀夾板平整度對印刷成品影響很大,檢查刮刀夾板平整度一般采用對光檢驗法,抬起刀架對光檢查,如發現刮刀片有水波紋現象或有褶皺紋,就應重新安裝刮刀片或更換刮刀夾板。
三、刮墨系統的調整
1、刮刀壓力的調整
一般來說,刮刀加在版輥上的壓力是根據需要進行設定的,通常氣源壓力是0.2~0.3Mpa。控制的原則是在不影響印刷質量的前提下盡量降低刮刀壓力。刮刀壓力越大,印版滾筒與刮刀之間的摩擦力越大,容易損壞刮刀和版輥。影響刮刀壓力的因素有印刷速度、版輥加工精度,刮刀自身加工精度、油墨黏度、刮刀接觸角等。一般來說,印刷速度越快,需要的刮刀壓力相應也越大。在相同的刮刀角度下,刮刀壓力越大其刮墨性能越好。
2、刮刀接觸角的調整
刮刀接觸角即刮刀片和版輥接觸點的切線與刮刀片之間的夾角,一般為30o~65o,提高接觸角,容易將版面的油墨刮凈使圖文清晰,但可能產生油墨層過薄、印刷油墨光澤差等現象,還容易磨損刮刀、損傷版輥。反之降低接觸角度,印刷墨層厚重,印品光澤好,圖文邊角容易模糊,同時油墨中的雜質容易帶入刮刀與版輥接觸處,引起印刷刀絲等印刷加工故障。刮刀與版面的接觸角度一般為60O,這個角度能夠保證刮刀將印版滾筒表面多余的油墨刮干凈,如圖2所示。
???????? 
四、版輥對刮墨系統的影響
1、版輥動平衡
通常情況下,版輥在制版廠加工過程中都要進行動平衡測試,但隨著印刷幅面的擴大,空心版輥的加工技術日漸完善,其使用頻率也越來越高,但由于其腔體內無支撐,空心版輥局部受到外力作用時,其動平衡就會受到較大影響。對印刷企業來說,測試版輥動平衡的方法為:上好版輥后用千分表測試版輥跳動情況,跳動誤差在±8μm范圍內即可進行生產。若超出正常范圍,則會導致刮刀刮墨不凈,造成臟版。通過加大刮刀壓力可以暫時解決這一問題,但不會從根本上消除,并會影響刮墨系統的使用壽命。
2、版輥表面的拋光質量
質量好的版輥面潔凈、無毛刺,網穴清晰,網穴內無雜質。這樣在印刷過程中才能保證版輥不會對刮墨刀造成損傷。印品上若時有刀線出現,基本上可以認定是版輥存在拋光質量問題。解決辦法為:取下印版,用800~1200目的水磨砂紙對版面進行全部或局部打磨,完畢后,用細毛刷蘸清水刷洗版面,清理好網穴即可。
總之,出現上述問題后,要對各相關因素進行逐一排查,根據不同的情況分別予以解決。