

為解決紙塑鋁多層共擠擠出復合生產線的生產效率及能耗問題,本文經過分析、實驗與驗證,研發設計并提出基于高速智能化溫度及運行控制系統、共直流母線技術的傳動系統。經驗證,本文研制的紙塑鋁多層共擠擠出復合新型生產線具有生產效率提高和節能等優點。
擠出復合機是生產食品軟包裝材料的主要生產設備之一,它將熱塑性塑料在擠出復合機中熔融,從扁平機頭中呈薄膜狀均勻流出并連續涂復在基材上,經復合制成多層復合薄膜。我國在上世紀80年代后期開始對紙塑鋁多層共擠出復合設備進行研究,但由于核心關鍵技術研發水平有限,生產機械普遍存在數字化控制程度不高、運行不穩定、生產效率低下、能源消耗大等缺點,基本上是分散控制,產品附加值不高,高端控制元器及控制系統主要依賴進口,特別缺乏針對數控機械的機、電、氣、液、控一體化特點進行的系統智能化集成。基于這一現狀,本論文提出研發基于高速智能化溫度及運行集成控制系統、共直流母線技術的傳動系統,來提高擠出復合機的生產效率及降低生產過程能耗,最終提高擠出復合薄膜的產量、降低制造成本。
一、高速智能化系統研發設計
1、高速智能化溫度及運行控制系統
本生產線控制系統的功能主要是獨立且精確控制各設備的溫度和動作過程,要求有手動和自動兩種操作方式。為了實現系統的控制要求,提高系統可靠性,控制系統由可編程控制器(PLC)系統和上位計算機連網組成,其組成結構圖如圖1所示。PLC完成各設備的動作和溫度控制,即實現設備的位置、溫度等現場數據的實時采集,同時向上位機傳送這些數據并根據接受的指令和傳感器反饋信號等,實現對各設備動作和溫度的閉環控制。同時,本生產線中所有的張力控制運算和邏輯運算等都由 PLC來處理。上位計算機包括管理層計算機和工程師計算機,負責整個系統的監測、控制和管理。通過人機對話進行參數和指令程序的設定、編輯和修改,將PLC傳送上來的數據以各種圖表、曲線等進行實時顯示,以利于系統的維護與故障診斷。從控制精度、掃描速度以及系統維護性等方面考慮,PLC采用SIEMENS公司的 S7‐300 系列PLC和相關I/O模塊。
?????????.jpg)
?
圖1 生產線控制系統組成結構圖
本系統的人機界面與 PLC 控制系統及驅動系統通過Profibus 總線組成一個可靠的實時控制系統總線,最高速度可以到達 10Mbps。而由于溫度控制系統與人機界面之間的通訊數據量大,各個站點分布在移動平臺上,造成布線困難,且電磁環境復雜,容易受到變頻器的干擾,所以本系統采用基于工業以太網的 MODBUS/TCP 總線來組網。工業以太網速度快,抗干擾能力強,容易低成本擴展。Modbus/TCP 是 Modbus 的延伸,它基于以太網和標準 TCP/IP協議,直接應用第四層。它定義了一個結構簡單的、開放和廣泛應用的傳輸協議,用于主從式通信。在本控制系統中,現場中央控制人機界面作為一個 MODBUS/TCP 的主站,每臺擠出機都作為一個 modbus/TCP 的從站,通過以太網進行數據傳輸。在使用遠程維護功能時,也可以通過以太網進行程序更新。
本系統通過一個網關將通訊系統的局域網連接到生產現場的管理層局域網或是廣域網。管理人員可以使用 Windows 的IE瀏覽器,即可訪問到感興趣的生產數據。系統內含有安全管理模塊,可以設定最多 8 個操作級別,每個操作級別可以設定多個用戶。每個用戶在登錄后,根據不同的授權,可以進行相關的操作或是瀏覽數據。同時,系統會生成一個事件記錄,將每個用戶的登錄信息進行記錄。
本系統舍棄了 Modem 撥號方式的遠程連接模式,而采用了基于ADSL網絡的遠程維護系統。廠家不僅能對 PLC程序也可以對人機界面和溫控模塊的程序進行遠程更新和維護,大大提高了檢修的速度和方便程度。
溫度控制對于擠出機來說是非常關鍵的,溫度控制不良,會直接影響到擠出均勻度與淋膜品質。因此,為了保證控制精度,本系統將溫度控制系統完全從 PLC控制系統中獨立出來,采用專業的溫度控制模塊,每個模塊都有獨立的運算 CPU,再通過以太網將數據傳輸到人機界面,這樣既保證了高質量的溫度控制要求,又滿足了工藝數據的集中設定顯示以及保存的要求。
2、共直流母線技術的傳動系統
紙塑鋁多層共擠復合設備一般含有兩臺放卷機,為維持放卷機的張力,放卷機的傳動電機需發生制動,而國內的紙塑鋁多層共擠復合設備中放卷機通常采用在電機的變頻器中配備制動單元和制動電阻來實現,變頻器通過短時間接通電阻,使制動產生的電能以熱方式消耗掉。這種消耗電能的方式致使傳統的紙塑鋁多層共擠復合設備能耗大,生產成本高。
共直流母線技術是在多電機交流調速系統中,采用單獨的整流/回饋裝置為系統提供一定功率的直流電源,調速用逆變器直接掛接在直流母線上。當系統工作在電動狀態時,逆變器從母線上獲取電能;當系統的發電功率大于電動功率時,制動引起的再生能量通過母線及回饋裝置直接回饋給電網,從而達到節能目的。
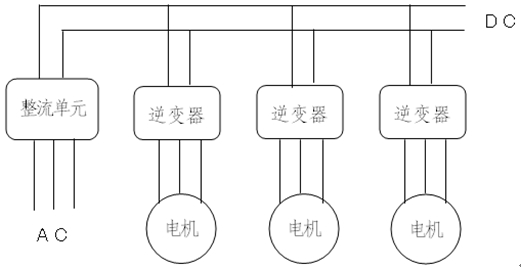
本項目的共直流母線控制系統由整流/回饋單元、公共直流母線、逆變器等組成。如圖2所示。主回路部分為交直電壓型,功率單元采用IGBT組件。本系統采用一套整流/回饋單元供應多臺逆變器,每臺逆變器的直流母線均并聯在一起。每個電機都用單獨的逆變器驅動。因此逆變器反饋的能量可以彼此再生利用。所有逆變器能量不足的部分再由整流橋提供,由交流電源供電,因此這種應用方式節電率最高。同時可以提高設備運行可靠性,減少設備維護量和設備占地面積。
????
????????????
?
圖2 公共直流母線系統結構圖
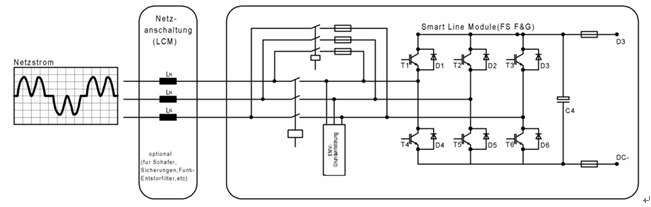
整流/回饋單元把交流電源轉換為電壓穩定的直流電源,即使在逆變器能量回饋到電網時,該電壓在規定范圍內仍保持恒定,其原理如圖3所示。該整流/回饋單元使用IGBT的四象限運行,可以避免由于電網故障等引起的逆變器換向失敗。
?????????
?
圖3 整流/回饋單元的原理圖
逆變單元把電壓穩定的直流電源轉化為電壓、頻率可調的交流電源,以滿足電機平滑調速的目的。其原理如圖4所示。
????????
???????? 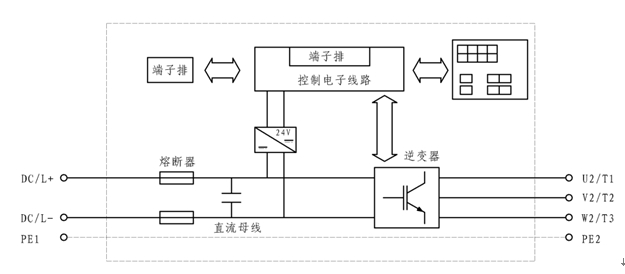
圖4 逆變器原理圖
本生產線的控制系統采用共直流母線技術后,解決了多電機間電動狀態和發電狀態之間的矛盾,放卷機產生的電能回饋至電網,用于驅動收卷機的運行,運行后節電效果明顯,節電率達40%(輔機)。同時采用共直流母線控制系統后,各電機運行特性較好,電機的轉速降低,使電機軸承、斷面密封等部件不易磨損,且由于變頻器功能強大,可靠性高,使得機械故障、電器故障減少,設備壽命延長,從而大大減少了設備維修工作量和費用。
二、生產線效能分析
1、效率分析
本研究項目以三層共擠復合材料LDPE10μm-LDPE10μm-EAA7μm、EAA7μm-LDPE12μm-LDPE12μm分組進行生產過程檢測,主要對生產速度、機械速度、生產產量、生產效率方面進行分組測試、實驗與分析,具體生產指標對比見表1。
表1 傳統型生產線與新研發生產線的生產工藝指標對比一覽表
|
項?目 |
傳統型三共擠生產線 |
新研發三共擠生產線 |
對比增幅(%) |
||
|
速度參數(m/min) |
生產速度 |
120~150 |
240~260 |
+73.3~100 |
|
|
機械速度 |
160~200 |
280~300 |
+50.0~75.0 |
||
|
溫度偏差(℃) |
±7 |
±1 |
-600 |
||
|
生產產量 (kg/h) |
第1組 |
C |
138.8 |
208.5 |
+50.2 |
|
D |
217.2 |
326.1 |
+50.1 |
||
|
E |
152.7 |
229.7 |
+50.4 |
||
|
第2組 |
F |
147.6 |
221.8 |
+50.3 |
|
|
G |
215.7 |
325.9 |
+51.1 |
||
|
H |
232.9 |
343.6 |
+47.5 |
||
|
生產效率 |
68.6~71.2 |
94.8~98.3 |
+38.2 |
||
*三層共擠復合材料第1組為:LDPE10μm-LDPE10μm-EAA7μm,第2組為:EAA7μm-LDPE12μm-LDPE12μm,擠出量以單機最大值計,生產效率以連續生產同一產品在同一時間內單位產量計算(注:生產效率=[生產實際產量×實際生產時間]÷[設計產量×生產總時間] ×100%)。
上述檢測數據及對比實驗表明,隨著智能化程度的提高,特別對于溫度控制系統、速度PLC伺服系統等實現高度精準控制,加上機械速度提高超過50%,生產產量提高了47.5%~51.1%,紙塑鋁多層共擠擠出復合生產線的生產效率也大大提高。
2、節能分析
本研究項目同樣以三層共擠復合材料LDPE10μm-LDPE10μm-EAA7μm、EAA7μm-LDPE12μm-LDPE12μm分組進行生產過程檢測,主要對加熱系統、擠出系統和輔機系統的電流、使用功率進行測試,與傳統型生產線電機功率進行對比及節能分析見表2、表3。
表2 傳統型生產線與新研發生產線的生產過程能耗對比一覽表
|
項?目 |
傳統型三共擠生產線 |
新研發三共擠生產線 |
||
|
裝機功率 |
實際有用 |
裝機功率 |
實際有用 |
|
|
加熱系統(KW) |
600 |
550 |
420 |
235 |
|
擠出系統(KW) |
550 |
450 |
450 |
270 |
|
輔機系統(KW) |
100 |
本文系包裝前沿網(pack168.com)獨家供稿,禁止轉載、拷貝,違反者包裝前沿網將追究其人和單位的法律責任。有疑問請致電020-85626447。
| ||